




Overlegen opbevaring og stabilitet
Vores Patroner med to kamre sikrer optimal opbevaring og stabilitet for din medicin. Med en avanceret System med to kamreDisse patroner gør det muligt at opbevare stoffer separat, indtil de skal bruges, og dermed bevare effekten og holdbarheden af følsomme ingredienser. Uanset om du bruger en Pen-patron eller en InsulinpatronDesignet sikrer maksimal ydeevne og pålidelighed.
Alsidig anvendelse
Disse Patroner med to kamre er ideelle til en række forskellige anvendelser, herunder hætteglas med dobbeltkammer og Patroner med dobbeltkammer til afgivelse af insulin. De understøtter en lang række medikamenter og er kompatible med flere pen-systemer, hvilket gør dem perfekte til patienter og sundhedspersonale, der søger alsidige og pålidelige løsninger.
Forbedret brugeroplevelse
Oplev lethed og bekvemmelighed med vores System med to kamre. Disse patroner er designet til at forenkle blandingsprocessen, reducere forberedelsestiden og sikre nøjagtig dosering. De er perfekte til både hjemmebrug og klinisk brug og forbedrer den samlede brugeroplevelse, især når de bruges som Pen-patroner eller Insulinpatroner.
Konstruktion af høj kvalitet
Fremstillet af førsteklasses materialer, vores Patroner med to kamre er bygget til holdbarhed og pålidelighed. Hver enkelt hætteglas med dobbeltkammer er udformet til at opfylde strenge kvalitetsstandarder, der sikrer, at hver eneste hætteglas med dobbeltkammer giver ensartet og sikker ydelse. Stol på vores høje kvalitet Patroner med dobbeltkammer til dine medicinske behov.
Omkostningseffektive løsninger
Vores Patroner med to kamre er en omkostningseffektiv løsning til medicingivning. Ved at muliggøre præcis blanding og dosering minimerer de spild og sikrer, at hver dosis administreres nøjagtigt. Denne effektivitet forbedrer ikke kun patientresultaterne, men giver også betydelige omkostningsbesparelser over tid, hvilket gør vores System med to kamre en smart investering for sundhedsudbydere.
Patroner med to kamre
Dobbeltkammerpatroner repræsenterer en betydelig innovation inden for doseringsteknologi. I modsætning til enkeltkammersystemer, som indeholder en enkelt komponent, er dobbeltkammerpatroner designet til at opbevare og dispensere to separate komponenter samtidigt. Denne funktion er især fordelagtig til applikationer, der kræver præcis blanding af materialer lige før brug, hvilket sikrer optimal ydeevne og konsistens.
Det primære formål med dobbeltkammerteknologi er at lette den effektive og nøjagtige blanding af todelte systemer, som dem der findes i forskellige klæbemidler, fugemasser og farmaceutiske formuleringer. Disse patroner er konstrueret til at bevare den individuelle integritet af hver komponent indtil påføringspunktet og forhindrer derved for tidlige reaktioner og nedbrydning. Denne kontrollerede blandingsproces er afgørende for at opnå de ønskede kemiske egenskaber og sikre slutproduktets effektivitet.
En af de mest almindelige anvendelser af dobbeltkammerpatroner er i den farmaceutiske industri. Her bruges de til at opbevare og levere komplekse lægemidler, der kræver præcis dosering og blanding på indgivelsestidspunktet. Denne teknologi sikrer, at de aktive ingredienser forbliver stabile og effektive, indtil de er klar til at blive brugt af patienten.
Inden for lim og fugemasse er dobbeltkammerpatroner uundværlige i brancher som byggeri, bilindustri og elektronik. Disse patroner giver mulighed for effektiv dosering af reaktive komponenter, der, når de kombineres, danner stærke, holdbare bindinger. Evnen til at blande og påføre disse stoffer nøjagtigt er afgørende for at opretholde den strukturelle integritet og funktionalitet i forskellige produkter og infrastrukturer.
Alt i alt er dobbeltkammerpatroner en alsidig og pålidelig løsning til en lang række anvendelser, der kræver præcis blanding og dosering af todelte systemer. Deres unikke design og funktionalitet gør dem til et vigtigt værktøj i industrier, hvor nøjagtighed, effektivitet og konsistens er altafgørende.
Struktur og design af dobbeltkammer-patroner
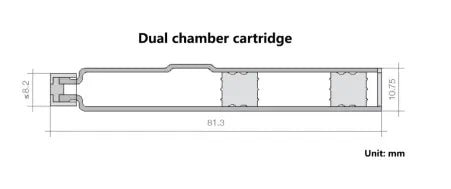
Dobbeltkammerpatroner er omhyggeligt konstrueret til at give præcision og effektivitet i forskellige anvendelser. Kernen i disse patroner er, at de består af to forskellige kamre, der hver især er beregnet til at rumme forskellige stoffer. Dette todelte design er grundlæggende for deres funktionalitet og muliggør samtidig, men separat opbevaring af materialer, der kan reagere eller nedbrydes, hvis de blandes for tidligt.
Den primære struktur i dobbeltkammerpatroner består af en ydre skal, der typisk er fremstillet af robuste materialer som polyethylen med høj densitet (HDPE) eller polypropylen (PP). Disse materialer er valgt på grund af deres fremragende kemiske modstandsdygtighed og strukturelle integritet, hvilket sikrer, at indholdet er godt beskyttet mod eksterne forurenende stoffer og fysiske skader. Inden i denne ydre skal er de to kamre ofte afgrænset af en central barriere eller en sammenklappelig membran, som opretholder adskillelsen af indholdet indtil brugsstedet.
Et af de kritiske designelementer i dobbeltkammerpatroner er den mekanisme, der gør det lettere at blande indholdet. Dette kan opnås ved hjælp af forskellige metoder, f.eks. en brydelig forsegling eller et stempelsystem. I nogle designs kan et bevægeligt stempel i patronen f.eks. aktiveres for at bryde den centrale barriere, så indholdet i begge kamre kan blandes. Alternativt kan en dobbelt sprøjteopsætning anvende et stempel, der, når det trykkes ned, samtidig udstøder indholdet fra begge kamre gennem en fælles dyse, hvilket sikrer grundig blanding.
Desuden er specifikke dobbeltkammerpatroner designet med præcisionsdoseringsfunktioner. Disse kan omfatte graduerede markeringer eller justerbare doseringsmekanismer, der giver brugerne mulighed for at kontrollere den nøjagtige mængde materiale, der blandes og udleveres. Sådanne funktioner er især gavnlige i medicinske og industrielle applikationer, hvor præcise målinger er afgørende.
De strukturelle og designmæssige elementer i dobbeltkammerpatroner er en integreret del af deres funktion og giver en pålidelig løsning til separat opbevaring og kontrolleret blanding af forskellige stoffer. Denne omhyggelige teknik sikrer, at indholdet forbliver stabilt, indtil det er klar til brug, hvilket øger effektiviteten og sikkerheden i påføringsprocessen.
Fordele ved at bruge patroner med to kamre
Dobbeltkammerpatroner er et betydeligt fremskridt i forhold til traditionelle enkeltkammersystemer og giver en række fordele, der forbedrer både påføringsprocessen og slutproduktets kvalitet. En af de primære fordele er forbedret opbevaringsstabilitet. Ved at adskille komponenterne indtil brugsøjeblikket forhindrer dobbeltkammerpatroner for tidlige reaktioner og forlænger dermed materialernes holdbarhed. Det er især værdifuldt i industrier, hvor materialerne er dyre eller følsomme over for miljøforhold.
En anden vigtig fordel er de præcise blandingsforhold, som patroner med to kamre muliggør. Traditionelle enkeltkammersystemer er ofte afhængige af manuel blanding, hvilket kan føre til uoverensstemmelser og kompromittere det endelige produkt. Dobbeltkammersystemer sikrer imidlertid, at komponenterne blandes i nøjagtige proportioner hver gang, hvilket resulterer i et mere pålideligt output af høj kvalitet. Denne præcision er afgørende i applikationer som medicinske klæbemidler og industrielle fugemasser, hvor selv små afvigelser kan påvirke ydeevnen betydeligt.
Reduceret spild er en anden væsentlig fordel ved dobbeltkammerpatroner. Med enkeltkammersystemer hærder det resterende materiale ofte og bliver ubrugeligt, hvilket fører til unødigt spild. Patroner med to kamre afhjælper dette problem ved at give brugerne mulighed for kun at dosere den mængde, der er brug for, og holde det resterende materiale frisk til fremtidig brug. Dette reducerer ikke kun omkostningerne, men understøtter også miljømæssig bæredygtighed ved at reducere mængden af kasseret materiale.
Forbedret brugersikkerhed er en yderligere fordel ved dobbeltkammerpatroner. Ved at automatisere blandingsprocessen minimerer disse systemer risikoen for eksponering for potentielt farlige kemikalier. I brancher som sundhedspleje og byggeri, hvor sikkerhed er altafgørende, er denne funktion uvurderlig. Inden for tandpleje giver dobbeltkammerpatroner f.eks. mulighed for sikker og nøjagtig blanding af dentalcement, hvilket reducerer risikoen for forkerte formuleringer, der kan skade patienterne.
Eksempler fra den virkelige verden understreger effektiviteten af dobbeltkammerpatroner. I bilindustrien har producenterne f.eks. rapporteret om forbedret bindingsstyrke og holdbarhed på samlebånd til køretøjer, når de bruger systemer med to kamre. På samme måde har præcis blanding i elektroniksektoren ført til forbedret ydeevne for termiske grænsefladematerialer, der er afgørende for elektroniske enheders levetid og pålidelighed.
Samlet set gør fordelene ved dobbeltkammerpatroner - forbedret opbevaringsstabilitet, præcise blandingsforhold, reduceret spild og forbedret brugersikkerhed - dem til et overlegent valg til en lang række anvendelser, hvilket fører til bedre resultater og større effektivitet.
Anvendelser i den farmaceutiske industri
Dobbeltkammerpatroner har revolutioneret den farmaceutiske industri ved at tilbyde en innovativ løsning til opbevaring og administration af komplekse lægemidler, herunder biologiske lægemidler og vacciner. Disse patroner er designet til at holde to komponenter adskilt indtil administrationsøjeblikket, hvilket sikrer medicinens stabilitet og effektivitet. Det er især en fordel for biologiske lægemidler, som ofte kræver præcis håndtering og opbevaring for at bevare deres terapeutiske egenskaber.
En af de primære anvendelser af dobbeltkammerpatroner er administration af vacciner. Mange vacciner består af en lyofiliseret (frysetørret) komponent og en flydende fortynder. Dobbeltkammerpatroner gør det muligt at opbevare disse komponenter separat, hvilket er vigtigt for at bevare vaccinens styrke. Når de er klar til brug, blandes de to kamre i patronen, hvilket giver en frisk og effektiv dosis. Denne metode forbedrer ikke kun vaccinernes sikkerhed og effektivitet, men forenkler også administrationsprocessen for sundhedspersonalet.
Ud over vacciner bruges dobbeltkammerpatroner i vid udstrækning til biologiske terapier. Biologiske lægemidler er komplekse molekyler, der stammer fra levende celler, og som bruges til at behandle forskellige kroniske og livstruende tilstande. Disse lægemidler kræver ofte en kombination af et frysetørret lægemiddel og et flydende opløsningsmiddel. Dobbeltkammerpatroner sikrer, at disse komponenter forbliver adskilt indtil indgivelsespunktet, hvorved medicinens integritet og terapeutiske effektivitet bevares.
Regulatoriske overvejelser er altafgørende, når det drejer sig om brugen af dobbeltkammerpatroner i lægemidler. Overholdelse af FDA's retningslinjer og andre internationale reguleringsstandarder er afgørende for at sikre patienternes sikkerhed og behandlingens effektivitet. Disse retningslinjer dækker aspekter som f.eks. de materialer, der bruges i patronkonstruktionen, sterilitet og stabiliteten af den opbevarede medicin. Medicinalvirksomheder skal teste og validere deres dobbeltkammerpatronsystemer grundigt for at opfylde disse lovkrav.
Alt i alt spiller dobbeltkammerpatroner en afgørende rolle i forbedringen af patientsikkerheden og behandlingsresultaterne. Ved at give en pålidelig og effektiv måde at opbevare og administrere komplekse lægemidler på er disse patroner med til at sikre, at patienterne får det fulde terapeutiske udbytte af deres ordinerede behandlinger.
Anvendelser i lim- og fugemasseindustrien
Hætteglas med dobbeltkammer er blevet en integreret del af lim- og fugemasseindustrien, primært på grund af deres evne til præcis blanding af tokomponentmaterialer. Disse specialpatroner er konstrueret til at opbevare og dispensere to separate komponenter, der skal blandes umiddelbart før påføring. Dette er afgørende for at opnå den optimale ydeevne for klæbemidler og fugemasser, især i applikationer, der kræver høj styrke og pålidelighed.
En af de store fordele ved dobbeltkammerampuller er deres evne til at sikre et ensartet forhold mellem de to komponenter, hvilket er afgørende for den kemiske reaktion, der danner klæbeforbindelsen. Ved at bruge disse patroner kan producenter og slutbrugere undgå de almindelige problemer, der er forbundet med manuel blanding, såsom ujævn fordeling og ufuldstændig hærdning. Denne præcision bidrager til limens eller fugemassens samlede holdbarhed og effektivitet.
Eksempler på vellykkede implementeringer af dobbeltkammerhætteglas kan ses i forskellige sektorer. I bilindustrien bruges de f.eks. til at lime og forsegle dele, der kræver høj strukturel integritet, som f.eks. forruder og karosseripaneler. I byggesektoren bruges dobbeltkammerflasker til at forsegle samlinger i bygninger, især hvor der er behov for en vandtæt forsegling. Disse anvendelser har stor gavn af den præcise blandingsevne i dobbeltkammerampuller, som sikrer, at lim og fugemasse fungerer efter hensigten under krævende forhold.
Desuden er specifikke produkter som epoxy- og polyuretanklæbemidler, der er meget udbredte på både industri- og forbrugermarkeder, afhængige af hætteglas med to kamre for at levere ensartede og pålidelige resultater. Disse produkter kræver ofte en grundig blandingsproces for at aktivere deres fulde klæbeegenskaber, hvilket gør hætteglas med to kamre til et uundværligt værktøj til at opnå optimal ydeevne.
Sammenfattende spiller hætteglas med dobbeltkammer en central rolle i lim- og fugemasseindustrien ved at tilbyde en pålidelig og effektiv metode til blanding af tokomponentmaterialer. Deres præcise blandingsegenskaber forbedrer ikke kun limens og fugemassens ydeevne, men bidrager også til succes for forskellige anvendelser på tværs af flere brancher.
Udfordringer og overvejelser
Når man bruger dobbeltkammerpatroner, skal man tage højde for flere udfordringer og overvejelser for at sikre optimal ydelse og effektivitet. Et af de primære problemer er materialernes kompatibilitet. Dobbeltkammerpatroner involverer ofte samtidig dispensering af to forskellige stoffer, hvilket kræver omhyggelig overvejelse af kemisk kompatibilitet. Uforenelige materialer kan føre til kontaminering, kompromitteret produktintegritet og endda farlige reaktioner. Derfor er grundig testning og validering af de stoffer, der er beregnet til brug i dobbeltkammerpatroner, kritiske trin i planlægningsfasen.
Kompleksiteten i påfyldningsprocessen er en anden væsentlig udfordring. I modsætning til enkeltkammersystemer kræver dobbeltkammerpatroner præcise påfyldningsteknikker for at sikre det korrekte forhold mellem materialerne i hvert kammer. Unøjagtig påfyldning kan resultere i forkert blanding på påføringsstedet, hvilket påvirker produktets ydeevne negativt. Avancerede påfyldningsteknologier og omhyggelig kalibrering er afgørende for at opnå ensartet og nøjagtig påfyldning. Specialiseret træning af personale, der er involveret i påfyldningsprocessen, kan også mindske potentielle fejl.
Omkostningerne er en anden overvejelse. Dobbeltkammerpatroner og det tilhørende påfyldnings- og dispenseringsudstyr kan være dyrere end traditionelle enkeltkammersystemer. Behovet for specialudstyr, som f.eks. dobbeltkammerdispensere, og de ekstra trin, der er involveret i påfyldningsprocessen, bidrager til højere startomkostninger. Disse omkostninger kan dog opvejes af fordelene ved forbedret produktydelse, reduceret spild og øget brugervenlighed. Omhyggelig cost-benefit-analyse og strategisk investering i kvalitetsudstyr kan hjælpe med at håndtere disse økonomiske udfordringer.
Desuden må man ikke overse nødvendigheden af specialiseret doseringsudstyr. Patroner med to kamre kræver dispensere, der kan håndtere samtidig frigivelse af to materialer, hvilket sikrer korrekt blanding og påføring. Investering i pålideligt dispenseringsudstyr af høj kvalitet er afgørende for at bevare produktets integritet og ydeevne. Korrekt vedligeholdelse og regelmæssig kalibrering af doseringsudstyret er også afgørende for at undgå driftsproblemer og sikre ensartede resultater.
Konklusionen er, at selv om dobbeltkammerpatroner giver visse udfordringer og overvejelser, kan de håndteres effektivt gennem omhyggelig planlægning, grundig testning og strategisk investering i kvalitetsudstyr og uddannelse. Ved at håndtere disse udfordringer proaktivt kan fordelene ved dobbeltkammerteknologi udnyttes fuldt ud og give forbedret produktydelse og brugertilfredshed.
Fremtidige tendenser og innovationer
Landskabet af dobbeltkammerhætteglas er klar til betydelige fremskridt, drevet af den kontinuerlige integration af banebrydende teknologier og innovative løsninger. En af de mest lovende udviklinger i horisonten er fremkomsten af smarte patroner udstyret med indbyggede sensorer. Disse intelligente systemer er designet til at overvåge forskellige parametre i realtid, herunder temperatur, tryk og flowhastighed, og dermed forbedre den samlede ydeevne og pålidelighed af dobbeltkammersystemer. Ved at give øjeblikkelig feedback kan disse intelligente patroner forhindre potentielle problemer, før de eskalerer, hvilket sikrer optimal funktionalitet og forlænger enhedernes levetid.
Desuden vil digitale sporingsfunktioner revolutionere den måde, hvorpå hætteglas med to kamre administreres og anvendes. Med integrationen af sporingsteknologier som RFID og IoT kan brugerne opretholde præcis kontrol over deres lagerbeholdning, overvåge brugsmønstre og strømline forsyningskædeprocesserne. Dette niveau af digitalt tilsyn reducerer ikke kun risikoen for fejl, men muliggør også forebyggende vedligeholdelse, hvor potentielle fejl kan forudses og løses proaktivt.
Den igangværende forsknings- og udviklingsindsats på dette område fokuserer også på at forbedre effektiviteten og funktionaliteten af dobbeltkammersystemer. Forskerne udforsker nye materialer og designinnovationer, der kan forbedre patronernes kompatibilitet og ydeevne. For eksempel gør fremskridt inden for biokompatible materialer det muligt at udvikle patroner, der er mere velegnede til følsomme anvendelser i den medicinske og farmaceutiske industri. Derudover har forbedringer i forseglingsteknologier til formål at minimere risikoen for krydskontaminering og sikre renheden af de stoffer, der er indeholdt i kamrene.
Kort sagt er fremtiden for dobbeltkammerhætteglas lys, og der er mange innovationer, som vil ændre branchen. Fra smarte patroner med indbyggede sensorer til avancerede digitale sporingsfunktioner og løbende F&U-indsats lover disse fremskridt at øge effektiviteten, pålideligheden og funktionaliteten af dobbeltkammersystemer, hvilket baner vejen for deres bredere anvendelse på tværs af forskellige sektorer.
Konklusion og vigtige pointer
Dobbeltkammerpatroner har vist sig at være en transformativ løsning i forskellige brancher, der giver betydelige fordele med hensyn til effektivitet, præcision og alsidighed. I denne vejledning har vi udforsket de grundlæggende aspekter af dobbeltkammerpatroner, fra deres design og funktionalitet til deres forskellige anvendelser på tværs af sektorer som f.eks. medicinsk, industriel og kosmetisk.
En af de primære fordele ved dobbeltkammerpatroner er deres evne til at opretholde adskillelsen af to stoffer indtil brugsstedet. Denne funktion sikrer, at komponenterne forbliver stabile og effektive, hvilket forbedrer slutproduktets kvalitet og pålidelighed. Derudover strømliner dobbeltkammerpatroner applikationsprocessen, minimerer spild og reducerer risikoen for kontaminering.
Inden for det medicinske område er dobbeltkammerpatroner afgørende for administrationen af komplekse lægemidler, hvor præcise doseringer og blanding af komponenter på leveringstidspunktet er afgørende. I industrien gør disse patroner det lettere at kombinere reaktive stoffer på en effektiv måde, hvilket fremmer innovation og produktivitet. Kosmetikindustrien udnytter også dobbeltkammerteknologien til at levere produkter med forbedret ydeevne og brugeroplevelse.
Når vi ser på fremtiden, er dobbeltkammerpatroner klar til at spille en endnu vigtigere rolle i udviklingen af produktudvikling og anvendelsesmetoder. Deres tilpasningsevne og effektivitet gør dem til et værdifuldt aktiv, når det gælder om at imødekomme de skiftende krav i forskellige brancher. Ved at overveje dobbeltkammerpatroner kan virksomheder forbedre deres driftskapacitet, sikre højere kvalitetsstandarder og opfylde specifikke applikationskrav mere effektivt.
For dem, der er interesserede i at udforske potentialet i dobbeltkammerpatroner yderligere, opfordrer vi dig til at rådføre dig med brancheeksperter eller dykke ned i yderligere ressourcer. At tage denne teknologi til sig kan føre til betydelige forbedringer i produktydelse og driftseffektivitet, hvilket gør det til en værdifuld investering for fremsynede organisationer.



Anmeldelser
Der er endnu ikke nogle anmeldelser.